एलएफटी के लिए डायरेक्ट रोविंग



एलएफटी के लिए डायरेक्ट रोविंग
एलएफटी के लिए डायरेक्ट रोविंग को सिलान-आधारित साइजिंग से लेपित किया जाता है जो पीए, पीबीटी, पीईटी, पीपी, एबीएस, पीपीएस और पीओएम रेजिन के साथ संगत है।
विशेषताएँ
●कम रोएँ
●कई थर्मोप्लास्टिक रेजिन के साथ उत्कृष्ट अनुकूलता
●अच्छी प्रसंस्करण क्षमता
●अंतिम मिश्रित उत्पाद के उत्कृष्ट यांत्रिक गुण

आवेदन
इसका व्यापक रूप से ऑटोमोटिव, निर्माण, खेल, विद्युत और इलेक्ट्रॉनिक अनुप्रयोगों में उपयोग किया जाता है।

उत्पादों की सूची
| वस्तु | रेखीय घनत्व | राल अनुकूलता | विशेषताएँ | अंतिम उपयोग |
| बीएचएलएफटी-01डी | 400-2400 | PP | अच्छी ईमानदारी | उत्कृष्ट प्रसंस्करण और यांत्रिक गुण, विलुप्त प्रकाश रंग |
| बीएचएलएफटी-02डी | 400-2400 | पीए, टीपीयू | कम रोएँ | उत्कृष्ट प्रसंस्करण और यांत्रिक गुण, एलएफटी-जी प्रक्रिया के लिए डिज़ाइन किया गया। |
| बीएचएलएफटी-03डी | 400-3000 | PP | अच्छा फैलाव | यह विशेष रूप से एलएफटी-डी प्रक्रिया के लिए डिज़ाइन किया गया है और ऑटोमोटिव, निर्माण, खेल, विद्युत और इलेक्ट्रॉनिक अनुप्रयोगों में व्यापक रूप से उपयोग किया जाता है। |
| पहचान | |||||
| कांच का प्रकार | E | ||||
| प्रत्यक्ष रोविंग | R | ||||
| फिलामेंट का व्यास, माइक्रोमीटर | 400 | 600 | 1200 | 2400 | 3000 |
| रेखीय घनत्व, टेक्स | 16 | 14 | 17 | 17 | 19 |
| तकनीकी मापदंड | |||
| रेखीय घनत्व (%) | नमी की मात्रा (%) | आकार सामग्री (%) | टूटने की क्षमता (एन/टेक्स) |
| आईएसओ1889 | आईएसओ3344 | आईएसओ1887 | आईएस03341 |
| ±5 | ≤0.10 | 0.55±0.15 | ≥0.3 |
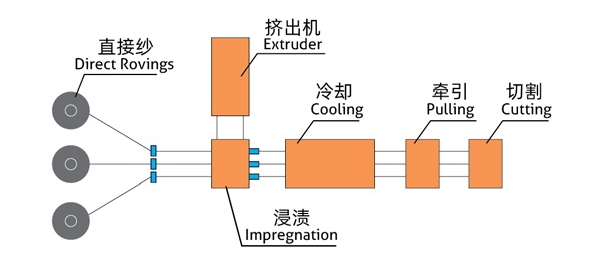
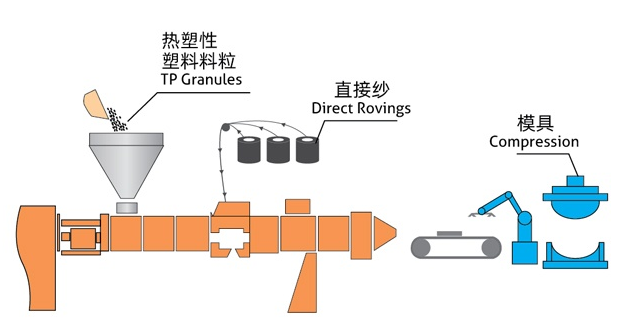
एलएफटी प्रक्रिया
एलएफटी-डी पॉलीमर पेलेट्स और ग्लास रोविंग को एक ट्विन-स्क्रू एक्सट्रूडर में डाला जाता है, जहां पॉलीमर पिघलकर यौगिक बनता है। फिर पिघले हुए यौगिक को इंजेक्शन या कम्प्रेशन मोल्डिंग प्रक्रिया द्वारा सीधे अंतिम भागों में ढाला जाता है।
एलएफटी-जी प्रक्रिया में, थर्मोप्लास्टिक पॉलीमर को पिघली हुई अवस्था तक गर्म किया जाता है और डाई-हेड में पंप किया जाता है। निरंतर रोविंग को एक फैलाव डाई से गुजारा जाता है ताकि ग्लास फाइबर और पॉलीमर पूरी तरह से समाहित हो जाएं और ठोस छड़ें प्राप्त हों। ठंडा होने के बाद, छड़ को प्रबलित पेलेट्स में काटा जाता है।